加工廠如何控制鋼化玻璃平整度?采用什么方法合適
鋼化玻璃平整度不好的原因,主要還是在于鋼化玻璃的質量,在經過加熱爐加熱后,邊部溫度高于中間部位的溫度,在冷卻過程中溫度較高的邊部收縮量將大于溫度較低的中間部位,在玻璃完全冷卻到室溫狀態時,將導致玻璃邊部尺寸大于中間部分的尺寸,在玻璃邊部形成較大的壓應力,造成玻璃邊部向上彎曲。那加工廠如何控制鋼化玻璃平整度?
鋼化玻璃平整度不好的原因,主要還是在于鋼化玻璃的質量,在經過加熱爐加熱后,邊部溫度高于中間部位的溫度,在冷卻過程中溫度較高的邊部收縮量將大于溫度較低的中間部位,在玻璃完全冷卻到室溫狀態時,將導致玻璃邊部尺寸大于中間部分的尺寸,在玻璃邊部形成較大的壓應力,造成玻璃邊部向上彎曲。那加工廠如何控制鋼化玻璃平整度?

1、鋼化玻璃向上或向下彎曲的解決辦法
因玻璃上下表面存在風壓不一致或溫差導致玻璃彎曲的情況時,當玻璃上向上彎曲時,表明玻璃上表面溫度高,應降低上表面溫度,加熱爐底部的溫度,減小玻璃上下表面的溫度差;當玻璃向下彎曲便是下表面溫度高于上表面,降低下表面溫度,同時提高上表面溫度。也可采取延長或減少加熱時間,將影響昆明鋼化玻璃質量的因素降低。
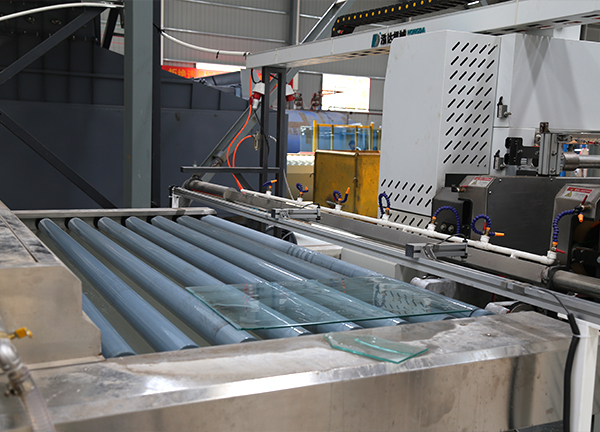
2、鋼化爐加熱段陶瓷輥的變形的解決辦法
提前預熱輥道,使輥道內部受熱均勻,消除應力,減少輥子的應力變形。
3、隨機溫度分布不均勻的解決辦法
昆明鋼化玻璃加工廠建議應及時檢修玻璃鋼化爐,定期維護設備避免設備出現狀態不良,定期清理溫度傳感器附近玻璃渣,確保溫度傳感器是正常感知爐溫,并制定合理的設備檢修、裝片制度來解決。
加熱時中間與邊部存在溫差,當玻璃出現邊部向上彎曲的情況,是因溫度設定值邊緣偏低或爐體保溫不造成的,需調節邊緣溫度設定值。當昆明鋼化玻璃出現中間部位高于邊緣部分的情況,可先空爐運轉,使爐內溫度分布均勻后然后再上片。